Пирометр AQT
 Поставляется только
Поставляется толькомосковским офисом Пергам
 Поставляется в минимальные сроки
Поставляется в минимальные сроки
 Гарантия производителя:
Гарантия производителя:3 года
 Сертификат Госреестр РФ
Сертификат Госреестр РФ
№ 35659-07

Пирометр для измерения температуры профиля после закалки на прессе
Пирометр AQT реализует такую же технологию, как и пирометр AET, и специально предназначен для точного измерения температуры алюминиевого профиля после закалки на прессе. Бесконтактное измерение температуры с помощью инфракрасных пирометров позволяет получить температуру не только алюминиевого профиля, но и механического оборудования для его производства. Точный и непрерывный контроль температуры позволяет снизить издержки за счёт повышения качества выпускаемой продукции и мониторинга работы производственного оборудования.
Пирометр Land AQT работает быстро и точно. Колебания коэффициента излучения и эффект интерференции на поверхности алюминия ему не помеха. Этот пирометр для контроля закалки профиля в стандартном исполнении укомплектован встроенным лазерным целеуказателем, оснащён электронной системой управления приводом для дистанционной настройки положения прибора и обработке полученных данных. В пирометрах AQT используется испытанная методика автокалибровки, присущая только компании Land. Она обеспечивает долговременную стабильность измерений.
Схема: экструзия алюминиевых профилей
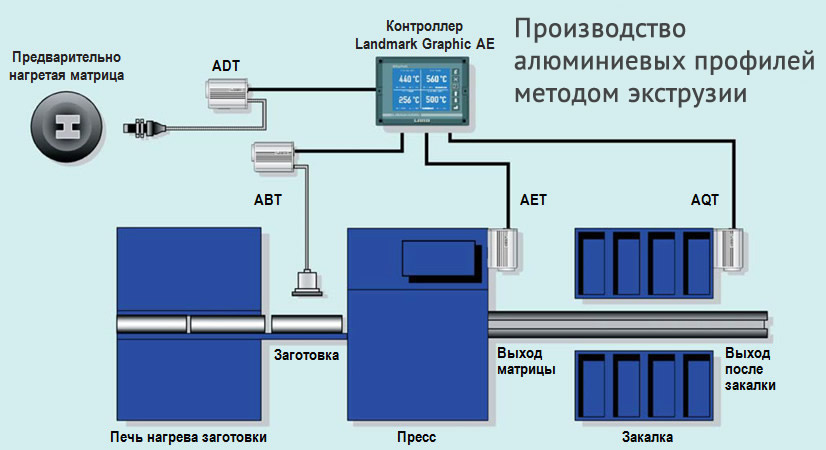
Типичная система измерения температуры в процессе производства алюминиевых профилей методом экструзии, имеющая многоканальный контроллер Landmark Graphic AE с процессором для обработки сигналов и графическим дисплеем
Температура при закалке
Пирометр AQT специально разработан для стабильного и точного измерения температуры на экструдированных участках после их водяной или высокоскоростной воздушной закалки. Использование результатов этих измерений в сочетании с измерением температуры на выходе матрицы позволяет контролировать требуемую скорость охлаждения для получения необходимых механических свойств сплавов, критичных к величине температуры. Система показывает, как температуру, так и эффективный коэффициент излучения поверхности. Его величина является хорошим индикатором качества поверхности, таким образом, позволяя оператору пресса на ранней стадии обнаруживать износ матрицы, приводящий к ухудшению качества поверхности профиля. Система автоматически осуществляет коррекцию для всех алюминиевых сплавов 6000 серии и большинства других распространенных сплавов для экструзии, а также форм изделий в широких пределах. Для пирометра AQT не требуется сложных процедур настройки. Он сразу готов к применению и позволит выполнять измерения с высокой точностью, которая обеспечена исключением внешней засветки.
Непрерывный контроль и управление процессом производства
многоканальный контроллер LMG AE
Основа системы – контроллер Landmark Graphic AE. Его многоканальность обеспечивает основу для объединения информации из всех пирометров и обеспечивает возможность формирования мощных, гибких и современных систем обработки данных. Полностью интегрированный многоканальный контроллер LMG AE оснащён процессором для обработки сигналов с возможностью мгновенного отображение профиля температуры по длине заготовки и включающий в себя онлайн расчет скорости охлаждения при закалке.
Основные характеристики
- Комплексное измерение температуры матрицы, заготовки ‘градиента температуры по длине’, экструдированных участков и скорости охлаждения при закалке.
- Точность, независящая от типа сплава или обработки поверхности.
- Стабильная и надежная работа.
- Адаптация ко всем типам сплавов.
- Индикация ухудшения состояния поверхности (коэффициента излучения).
Преимущества
- Снижение износа матрицы.
- Повышение эффективности прессования.
- Увеличение производительности.
- Повышение качества изделий и однородности структуры.
- Расширенные возможности оперативного контроля и учета.
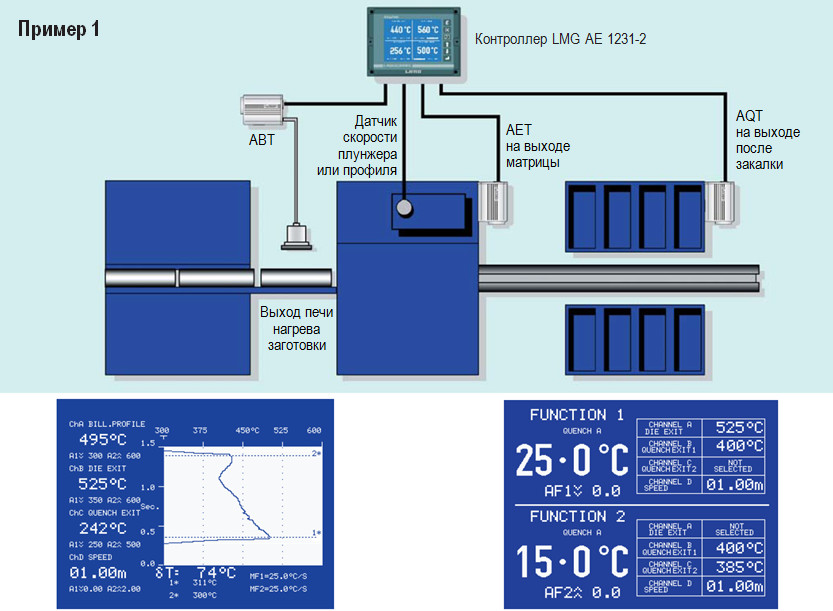
В примере 1 оператор решил настроить экран для отображения графика градиента температуры по длине заготовки по сигналам пирометров ABT/S, AET и AQT; мгновенных значений температуры и мгновенных показаний двух значений скорости охлаждения как математических функций Function 1 и Function 2
В примере 1 каналы (Channel – Ch.) распределены следующим образом:
- Ch. A – ABT/S (установлена плата S4 I/O)
- Ch. B – AET (установлена плата AET/AETS I/O)
- Ch. C – AQT (установлена плата AQT/AQTS I/O)
- Ch. D – Скорость* (установлена плата S4 I/O)
- Система (установлена плата математики)
* Значение скорости онлайн поступает на вход 4-20 мА, либо от имеющего датчика скорости плунжера, или от датчика скорости движения профиля.
После того, как соответствующее значение расстояния (разнос) пирометров AET и AQT введено, контроллер LMG AE имеет всю информацию, которая ему требуется для онлайн, почти в реальном масштабе времени, расчета скорости охлаждения при закалке в °C/с.
Благодаря постоянному контролю и регулированию в заданных пределах скорости охлаждения профиля при закалке, металлурги могут быть уверены в том, что в профилях формируются корректные зернистые структуры, соответственно обеспечивая те механические свойства, которые необходимы их заказчикам.
Температура и коэффициент излучения
Контроллер LMG AE обеспечивает индикацию сигналов, связанных с температурой и коэффициентом излучения. Контроллер LMG AE может быть настроен для взаимодействия одновременно с пирометрами ABT, AET, AQT, ADT и всеми пирометрами System 4.
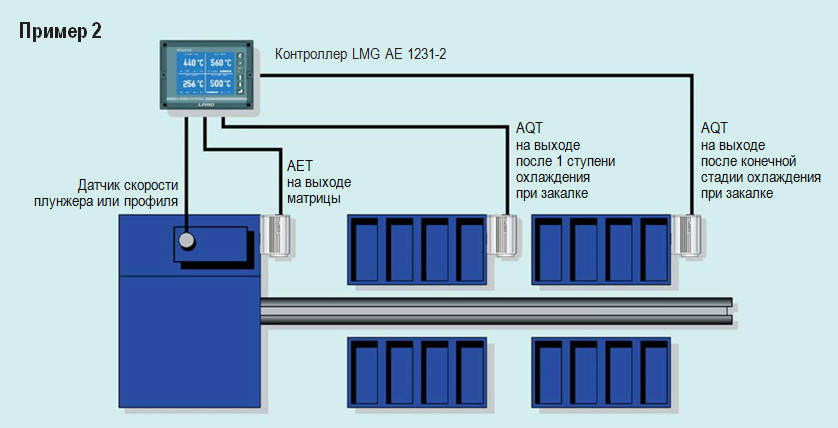
В примере 2 скорость профиля 1 м/с. При этом выбраны: AET=>AQT1 как функция скорости охлаждения в Function 1 и AQT1=>AQT2 как функция скорости охлаждения в Function 2. Результирующее, постоянно обновляемое изображение двух скоростей охлаждения – очень мощный инструмент, как для операторов, так и для инженеров металлургов/технологов.
Расчёт скорости охлаждения при закалке
Скорость охлаждения профиля при закалке критически важна для производства высококачественных алюминиевых профилей, например, для автомобильной или аэрокосмической промышленности. Технические условия для профилей, выпускаемых для применения в аэрокосмической или автомобильной промышленности, могут быть достаточно жесткими по механическим свойствам и структуре, и производители должны иметь возможность выполнить их. Механические свойства высококачественных экструдированных профилей обычно зависят от их конечной металлургической структуры, и поэтому характер охлаждения очень важен.
Производители высококачественных экструдированных профилей часто имеют сложные системы закалки, которые позволяют обеспечить высокий уровень управления скоростью охлаждения при закалке. Однако для достоверного и воспроизводимого управления охлаждением, такие системы требуют ввода точных значений скорости охлаждения в реальном времени.
Контроллер LMG AE может предоставлять эту информацию с требуемыми уровнями точности, достоверности и воспроизводимости. Используя результаты измерений температуры пирометрами AET и AQT в сочетании с онлайн вводом скорости движения плунжера или профиля, контроллер LMG AE позволяет точно рассчитать значения скорости охлаждения и предоставить эту информацию:
- Оператору в различных форматах отображения.
- В систему управления прессом/закалкой через аналоговый выход с сигнализацией скорости охлаждения, конфигурируемой пользователем.
Это также может использоваться и в случае более сложных двухступенчатых систем охлаждения. В примере 1 4-х канальный контроллер LMG AE принимает сигналы от пирометров AET и AQT, как на выходе первой ступени охлаждения, так и на выходе второй ступени охлаждения, а также – сигнал о скорости движения плунжера или профиля.
Контроллер LMG AE может затем обработать, отобразить и вывести данные расчета этих двух скоростей одновременно, позволяя контролировать и регулировать первую и вторую стадию охлаждения непрерывно и независимо.
Технические характеристики Пирометр AQT
Отзывы Пирометр AQT
Пока нет отзывов.
Обсуждение Пирометр AQT
Пока нет обсуждений.
Отрасли применения и теги Пирометр AQT
Здравствуйте! Меня зовут Роман Дёмин. Я Менеджер по продаже термографического оборудования
Готов ответить на все ваши вопросы по товару «Пирометр AQT». Напишите или позвоните мне, если вам нужна консультация или вы хотите оформить заказ
