Обнаружение утечек в затворах клапанов методом контактной регистрации ультразвука
Внутренние утечки возникают при нарушении герметичности затворов клапанов, когда рабочая среда проникает через затвор под действием перепада давления. Такие утечки могут приводить к пожарам, взрывам, выбросам токсичных веществ и загрязнению окружающей среды. В статье рассматривается применение метода контактного ультразвукового обнаружения утечек с помощью акустических камер Crysound.
![]()
Введение
Клапаны – ключевые элементы управления трубопроводными системами. Они контролируют движение рабочей среды, выполняя четыре основные функции:
- открытие/закрытие,
- регулирование,
- изоляцию и направление потока.
При незначительных внутренних утечках нарушается технологический режим и возникают потери энергии, а при крупных утечках возрастает риск пожаров, взрывов, выбросов токсичных веществ и загрязнения окружающей среды.
Мы разработали приложение для диагностики утечек в затворах клапанов, исходя из трёх ключевых требований заказчиков:
- снижение пропусков и ложных срабатываний,
- повышение точности локализации,
- более надежная оценка расхода утечки.
Решением этих задач стал стандартизированный и прослеживаемый рабочий процесс, объединяющий измерения, анализ и получение результатов в полный цикл диагностики на объекте.
Основные причины утечек в затворах клапанов
Причины внутренних утечек клапанов делятся на четыре основные группы:
Естественный износ. Частое открытие и закрытие клапана постепенно изнашивает уплотнения; эрозионное и абразивное воздействие потока рабочей среды также ухудшает прилегание уплотнительных поверхностей.
Свойства рабочей среды. Сернистые соединения и аналогичные компоненты вызывают электрохимическую коррозию. Остаточные загрязнения, такие как песок и другие абразивные частицы, ускоряют износ и царапают уплотнительные поверхности, что приводит к нарушению герметичности.
Ошибки эксплуатации и обслуживания. Использование запорного клапана в режиме дросселирования, отсутствие регулярной очистки и профилактического обслуживания, некачественный ремонт либо неправильная эксплуатация повреждают уплотнительные поверхности или препятствуют полному закрытию.
Нарушения монтажа и условий хранения. Хранение на открытом воздухе под воздействием осадков, попадание грязи и песка, остатки абразива после пескоструйной очистки и загрязнения, возникающие при монтажных работах, приводят к повреждению уплотнительных поверхностей клапана и вызывают внутренние утечки.
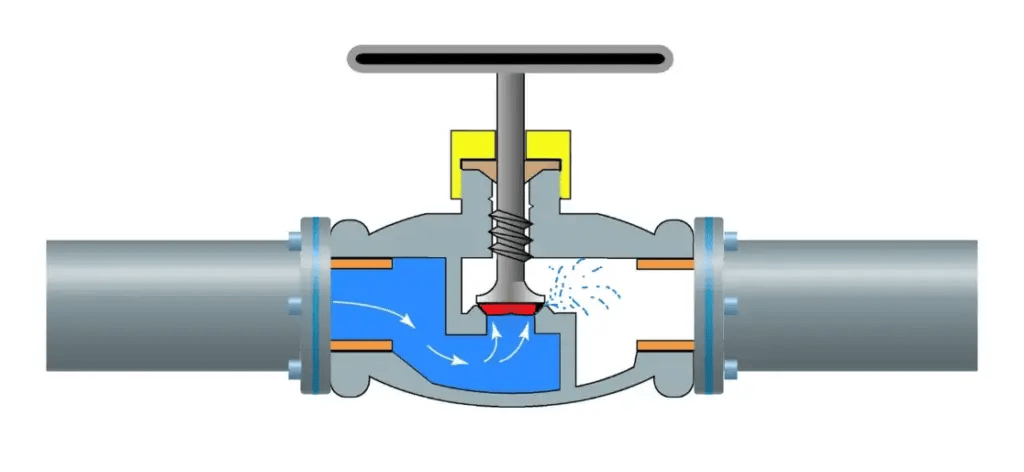
Рис. 1. Схема утечки в затворе клапана
Если при закрытом клапане уплотнительные поверхности не прилегают полностью, рабочая среда проходит через мелкие зазоры под действием перепада давления в область низкого давления, образуя высокоскоростные микроструи и турбулентный поток. Утечка сопровождается характерными признаками, включая звук/ультразвук, вибрацию, аномальное поведение давления, температурные отклонения или обледенение.
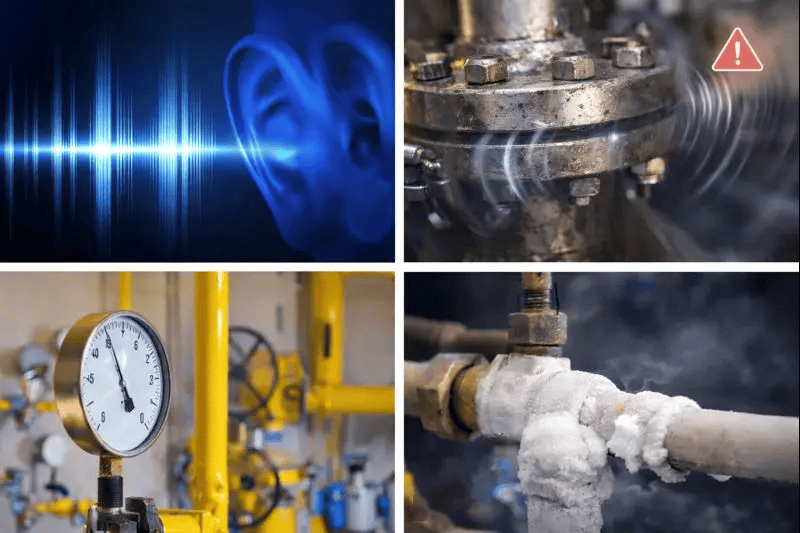
Рис. 2. Признаки утечки в затворе клапана
Нормативная база: какие стандарты регулируют герметичность затворов
Нормативный контекст: стандарты герметичности затворов
Ни одна утечка не оценивается в вакууме – всегда есть норма, с которой сравнивают результат. Для промышленной арматуры такие нормы устанавливают три группы стандартов.
Международные. ISO 5208:2015 – базовый стандарт испытаний герметичности затворов металлической арматуры. Определяет 10 классов допустимой утечки: от Rate A (нулевая видимая утечка) до Rate G (максимально допустимая для металлических уплотнений). Стандарт используется совместно с продуктовыми спецификациями: API 598 для общепромышленной арматуры и API 6D для трубопроводных систем нефтегазовой отрасли. ANSI/FCI 70-2 (ASME B16.104) задаёт шесть классов герметичности для регулирующих клапанов – от Class I (без требований к герметичности) до Class VI (нулевая утечка для мягких уплотнений).
Российские. ГОСТ 9544-2015 «Арматура трубопроводная. Нормы герметичности затворов» распространяется на арматуру DN 3–2400 и PN до 420, все типы и виды – задвижки, клапаны, краны, дисковые затворы. Стандарт гармонизирован с ISO 5208 и IEC 60534-4 (степень соответствия – NEQ). Методы контроля и испытаний описаны в ГОСТ Р 53402-2009. Параметры испытаний – скорость подъёма давления, время выдержки, время контроля утечки – регламентированы тем же ГОСТом.
Что это означает для метода ультразвуковой диагностики. Контактная регистрация ультразвука работает в другой плоскости: она не заменяет приёмочные испытания по ISO 5208 или ГОСТ 9544, а дополняет их. Приёмочные испытания проводят на заводе при изготовлении клапана. Ультразвуковая инспекция применяется на работающем оборудовании – без остановки, без разгерметизации, без демонтажа. Это метод эксплуатационной диагностики, который помогает выявить клапаны, потерявшие герметичность в процессе работы и определить приоритеты ремонта.
Почему метод контактной регистрации ультразвука эффективен при поиске внутренних утечек
При нарушении герметичности внутри клапана среда под высоким напором проходит через микрозазоры на уплотнительных поверхностях, создавая турбулентный поток, который генерирует высокочастотные ультразвуковые сигналы в диапазоне 20–100 кГц. Интенсивность сигнала, как правило, прямо пропорциональна расходу утечки: чем больше утечка, тем выше амплитуда.
Ультразвуковые сигналы регистрируют контактным методом в нескольких точках до клапана, на корпусе клапана и после него; далее алгоритмы выделения и анализа признаков сигнала обнаруживают и локализуют внутреннюю утечку.
Недостатки традиционных методов обнаружения утечек:
- Методы на основе измерения температуры сильно зависят от теплопередачи и плохо подходят для количественной оценки;
- Испытания на удержание давления занимают много времени и неточно определяют место утечки;
- Прослушивание неэффективно, приводит к пропускам утечек, ложным обнаружениям и в значительной степени зависит от опыта специалиста.
Сравнение методов: чем ультразвук лучше и хуже альтернатив
Методы обнаружения внутренних утечек: что показывают исследования
Для обнаружения внутренней негерметичности клапанов применяют шесть основных подходов. Каждый имеет свою область, где он наиболее эффективен, и условия, где он проигрывает.
Ультразвуковая / акустико-эмиссионная диагностика. Регистрирует высокочастотные сигналы (20 кГц – 1 МГц), порождаемые турбулентным потоком через зазор. Метод неинвазивный, не требует остановки, позволяет оценить расход. Сравнительное исследование (Measurement, 2018) показало: акустическая эмиссия стабильнее и надёжнее вибрационного анализа, инфракрасной термографии и мониторинга динамического давления в критических условиях – при высоком фоновом шуме, низком давлении и малых утечках. Чувствительность – от 1 л/мин на газовых системах (данные MISTRAS VPAC II).
Инфракрасная термография. Фиксирует температурные аномалии на поверхности трубопровода, вызванные эффектом Джоуля-Томсона при расширении газа. Быстрый визуальный метод, но с ограничениями. Исследование на базе электростанции (Journal of Mechanical Science and Technology, 2010) выявило: термография эффективна как дополнительный метод диагностики, но для количественной оценки расхода непригодна. Сравнительный эксперимент с утечками сжатого воздуха (Leakage quantification of compressed air, 2012) установил: ультразвук обнаруживает утечки всех размеров, тогда как инфракрасная термография надёжна только при диаметре отверстия утечки свыше 1,0 мм. Причина – на малых расходах перепад температуры слишком мал для уверенной регистрации, а на результат влияют теплоизоляция, солнечное излучение и эмиссионная способность поверхности.
Испытания на удержание давления. Участок трубопровода изолируют, создают давление и наблюдают за его падением. Метод стандартизирован (ISO 5208, API 598, ГОСТ 9544), но имеет системные ограничения: требует остановки и изоляции участка; фиксирует суммарную утечку секции, а не конкретного клапана; для длинных участков чувствительность ограничена упругостью трубопровода и температурными колебаниями. В обзоре методов (Advances in Materials Science and Engineering, 2015) отмечено: постоянные колебания давления в работающей системе делают этот метод малоприменимым для оперативной диагностики без вывода из эксплуатации.
Прослушивание (аудиальная диагностика). Оператор слушает звук клапана с помощью стетоскопа или механического щупа. Диапазон восприятия – до 20 кГц, то есть только слышимый спектр. Ультразвуковые компоненты сигнала утечки (20–100 кГц) остаются недоступными. Метод субъективен: результат зависит от слуха, опыта и физического состояния инспектора. Количественная оценка расхода невозможна.
Вибрационный анализ (< 20 кГц). Регистрирует низкочастотную вибрацию трубопровода. Проблема: в промышленных условиях вибрация от насосов, компрессоров и потоков перекрывает вибрацию от утечки. По данным обзора (Advances in Materials Science and Engineering, 2015), метод неприменим для малых утечек и имеет высокую долю ложных срабатываний на промышленных объектах.
Газоанализаторы / детекторы концентрации. Регистрируют присутствие среды в окружающем воздухе. Применимы для внешних утечек, но для внутренних – нет: при внутренней утечке среда не выходит наружу, а перетекает внутри трубопровода.
Ультразвуковой контактный метод занимает позицию между полнофункциональным испытанием (ISO 5208) и оперативным скринингом. Он не даёт метрологической точности испытания давлением, но позволяет проверить десятки клапанов за смену без остановки и получить количественный ориентир расхода для каждого.
Именно поэтому было разработано приложение Crysound: обнаружение утечек, ранее основанное на субъективном опыте, превращено в стандартизированный рабочий процесс с использованием акустических методов и анализа данных.

Рис. 3. Акустическая камера CRY8124 с контактным ультразвуковым датчиком IA3104
Ограничения метода: когда ультразвуковая диагностика работает хуже
Ограничения метода: что нужно учитывать
Ультразвуковая контактная диагностика – мощный инструмент, но не универсальный. Есть условия, при которых его эффективность снижается.
Фоновый ультразвук. На крупных установках с множеством регулирующих клапанов, компрессоров и потоков высокого давления фоновый ультразвук может попадать в тот же диапазон 20–100 кГц, что и сигнал утечки. Источники фонового шума – регулирующие клапаны в режиме дросселирования, кавитация в насосах, паровые сбросы, пневматические устройства. В таких условиях требуется либо изоляция мешающих ответвлений, либо применение частотного анализа для отделения сигнала утечки от фона. Crysound использует полосовую фильтрацию (диапазон 20–40 кГц) для подавления низкочастотного механического шума, однако при плотной застройке трубопроводной обвязки фоновый ультразвук в рабочем диапазоне может затруднять диагностику.
Малый перепад давления. Турбулентный поток и, следовательно, ультразвуковой сигнал возникают, когда число Рейнольдса потока через зазор превышает 10³–10⁴. При перепаде давления ниже 0,1 МПа (пороговое значение, указанное в методике) скорость потока через микрозазоры может быть недостаточной для генерации обнаруживаемого сигнала. Мелкие утечки при низком ΔP метод не зафиксирует.
Тип среды. Газовые утечки генерируют более интенсивный и высокочастотный ультразвуковой сигнал, чем жидкостные – при одинаковом расходе. Причина – различие в плотности и скорости звука. Для жидкостных сред чувствительность метода ниже, а корреляции между уровнем сигнала и расходом – менее устойчивы. Исследование на базе задвижек высокого давления (Sensors, 2025, 126 групп испытаний) подтвердило, что акустические характеристики утечек в газовой и жидкостной среде различаются существенно и требуют раздельных калибровочных моделей.
Контакт датчика с поверхностью. Качество прижатия контактного датчика к стенке трубы напрямую влияет на результат. Ржавчина, рыхлые отложения, неровности поверхности создают воздушный зазор и искажают показания. Теплоизоляция должна быть снята в зоне измерения – или должно быть предусмотрено технологическое отверстие диаметром около 7 см.
Ни один метод обнаружения утечек не работает одинаково хорошо во всех условиях. Ультразвуковая контактная регистрация наиболее эффективна на газовых системах с перепадом давления выше 0,5 МПа и при наличии доступа к металлической поверхности трубопровода.
Рабочий процесс поиска утечек и основные возможности метода
Стандартизированный рабочий процесс: пошаговые инспекции с подсказками
Приложение для поиска внутренних утечек Crysound предлагает стандартизированный рабочий процесс с наглядной визуализацией. Оператор следует экранным подсказкам, последовательно устанавливает контактный ультразвуковой датчик в нескольких точках измерения и нажимает «Test». Результаты отображаются на экране, а система автоматически обнаруживает внутреннюю утечку по завершении инспекции.
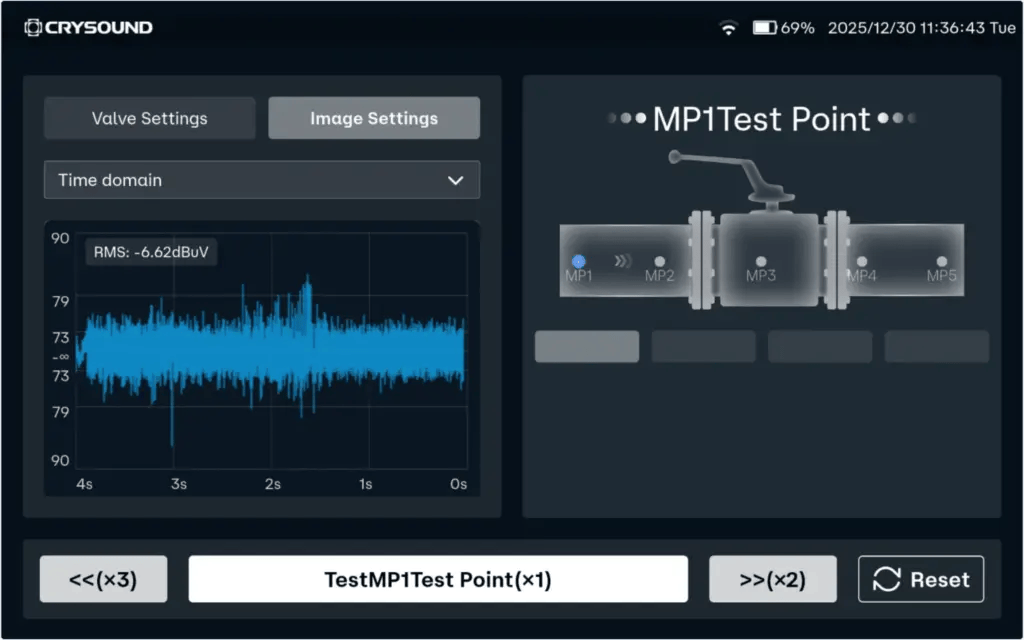
Рис. 4. Интерфейс приложения
В программном обеспечении предусмотрен стандартизированный ввод параметров: идентификатора, типа и размера клапана, типа среды и перепада давления. Это облегчает сопоставление результатов инспекций на одной установке, между сменами и операторами, делая повторные проверки и отслеживание изменений более согласованными.
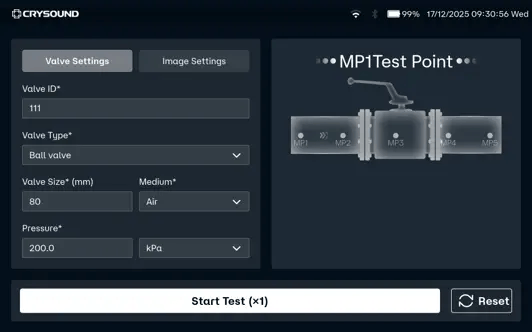
Рис. 5. Интерфейс приложения
Интеллектуальный подход: автоматическая диагностика и оценка расхода утечки
Мы предложили два ключевых улучшения процесса обнаружения:
- Система анализирует уровень звукового давления и признаки ультразвукового сигнала в каждой точке измерения. Алгоритмы обработки данных снижают зависимость от субъективной интерпретации.
- Встроенные ИИ-алгоритмы количественно оценивают расход утечки на основе параметров ультразвукового сигнала, зарегистрированного в точках измерения. Полученные данные служат ориентиром при принятии решений по ремонту и обслуживанию.
Основная идея, которую мы предлагаем, заключается в уменьшении влияния субъективного опыта: пропуски дефектов и ложные обнаружения становится проще контролировать, особенно на объектах с разветвлённой системой трубопроводов и множеством клапанов.
Оператору сложнее пропустить точку измерения, потому что система ведёт его по маршруту и требует нажать «Test» в каждой позиции. Это прямой аналог механизированного сканирования, которое в индустрии НК признаётся более воспроизводимым, чем ручное.
Алгоритмическая обработка сигнала в Crysound заменяет субъективную интерпретацию оператором на вычислимый результат. Это снижает зависимость от опыта при принятии решения «утечка есть / утечки нет».
Как устроена количественная оценка расхода утечки: алгоритмы и их история
Количественная оценка расхода: на чём основана и чего ожидать
Идея оценивать расход утечки по ультразвуковому сигналу – не новая. В 1982–1984 годах BP провела отборочную программу и выбрала акустико-эмиссионный метод как наиболее перспективный для количественной оценки утечек через клапаны. За следующие шесть лет было демонтировано и повторно испытано в лаборатории более 800 клапанов, ранее идентифицированных как негерметичные. На основе корреляции между измеренным акустическим сигналом и физическим расходом были построены регрессионные модели, учитывающие тип клапана, его размер и перепад давления. Эта работа легла в основу системы VPAC (Valve Leak Technology Package), которая к настоящему моменту лицензирована для использования на более чем 200 площадках по всему миру.
Crysound применяет аналогичный подход, но с существенным отличием: обработка и анализ сигнала выполняются алгоритмами машинного обучения непосредственно на устройстве. Алгоритмы анализируют не только уровень звукового давления, но и частотные характеристики сигнала – спектральную плотность, пиковую частоту, эксцесс (куртозис). Обзор технологий акустической эмиссии для диагностики клапанов (Sensors, 2025) показал, что нейросетевые модели, обученные на комбинации четырёх признаков (максимальная амплитуда, среднее абсолютное значение, куртозис, пиковая частота), достигают точности классификации 97,2%. При использовании только двух признаков точность снижается до 96,9%, а при одном – падает ниже 90%.
Что важно понимать. Количественная оценка расхода по ультразвуковому сигналу – индикативная, а не метрологическая. Это оценки на основе эмпирической корреляции между уровнем ультразвукового сигнала и физическим расходом, а не прямые измерения. Результат зависит от качества калибровочной модели, типа среды, конструкции клапана и условий измерения. Цифры в отчёте (например, 19,8 л/мин) следует рассматривать как обоснованную оценку порядка величины, а не как показания расходомера. Их назначение – расстановка приоритетов: какой клапан ремонтировать первым, а какой может подождать до плановой остановки.
Заявленное Crysound «снижение пропусков и ложных срабатываний» реализуется через два механизма: стандартизированный протокол измерения (пять точек, фиксированная последовательность) снижает влияние человеческого фактора; алгоритмическая обработка сигнала снижает зависимость от субъективной интерпретации.
Области применения метода

Нефтяная промышленность
Оптимизация обнаружения утечек в затворах клапанов трубопроводов сырой нефти, нефтепродуктов и систем технологического газа высокого давления.

Природный газ
Неинвазивная проверка герметичности клапанов газопроводов на газоперерабатывающих и газораспределительных станциях без длительных простоев.

Химическая промышленность
Обнаружение утечек клапанов в магистральных паропроводах, установках парового крекинга и котельных системах без необходимости остановки системы.

Фармацевтическая промышленность
Выявление утечек в паровых системах, системах очистки CIP/SIP и трубопроводах для перекачки растворителей или активных фармацевтических ингредиентов для уменьшения остатков материала и сокращения затрат на очистку.
Экономика метода: что даёт ранняя диагностика
Три сценария окупаемости: предотвращение простоя ($1,2–3 млн/день по EIA), сокращение потерь продукта (правило 1%/70%), альтернатива замене клапана ($18 000 vs. ремонт за 7 дней). Формула для расчёта ROI.
Экономический эффект: считаем в деньгах
Инвестиция в ультразвуковую диагностику окупается, когда её результаты меняют решения. Три сценария, где это происходит.
Сценарий 1: предотвращение незапланированной остановки. Незапланированный простой установки – самое дорогое событие на предприятии. По данным EIA (U.S. Energy Information Administration), каждый день сверх плановой остановки обходится НПЗ в 1,2–3 млн долларов. Если ультразвуковая инспекция выявляет критическую утечку до отказа клапана и позволяет включить ремонт в плановую остановку – экономия измеряется днями простоя, умноженными на стоимость дня.
Сценарий 2: сокращение потерь продукта. Система VPAC (аналогичный акустический метод от MISTRAS Group) при аудите четырёх НПЗ одной нефтяной компании выявила потери на 14 млн долларов в год. Практика показывает: 1% клапанов с наибольшими утечками отвечает за 70% суммарных потерь. Быстрый скрининг всех клапанов с последующим адресным ремонтом – стандартная стратегия, которую используют операторы Северного моря.
Сценарий 3: альтернатива замене клапана. Замена 12-дюймовой задвижки стоит порядка 18 000 долларов при сроке поставки 6 недель (реальный кейс химического предприятия побережья Мексиканского залива). Ремонт – замена уплотнений, проточка сёдел, испытание – обошёлся в несколько раз дешевле и был выполнен за 7 дней. Но чтобы принять решение «ремонт вместо замены», нужна диагностика: подтверждение утечки и оценка её величины.
Что считать. Для обоснования инвестиции в ультразвуковую инспекционную программу достаточно трёх параметров: количество клапанов на площадке, средний расход утечки (который покажет инспекция) и стоимость продукта. Для газовых систем – добавить штрафы за выбросы или стоимость квот на эмиссию.
Пример из практики
Инспекция газовых систем углехимического предприятия Внутренней Монголии, Китай
Рассмотрим реальный пример обнаружения внутренних утечек клапанов на углехимическом предприятии. В системах топливного и генераторного газа утечки возникают при нарушении герметичности. При этом газ проникает через клапан, а персонал в рабочей зоне подвергается воздействию CO и серосодержащих кислотных газов, что повышает риск отравления, пожара или взрыва.
Метод контактной регистрации ультразвука применили для проверки подозрительных клапанов: утечки быстро локализовали и оценили их расход. При контроле герметичности инспекторы перешли от субъективных оценок к регистрации и анализу измеряемых данных.
Благодаря ультразвуковому методу
- были расставлены приоритеты ремонта,
- снижены риски ошибочных оценок,
- повышена безопасность обслуживания и стабильность работы оборудования.
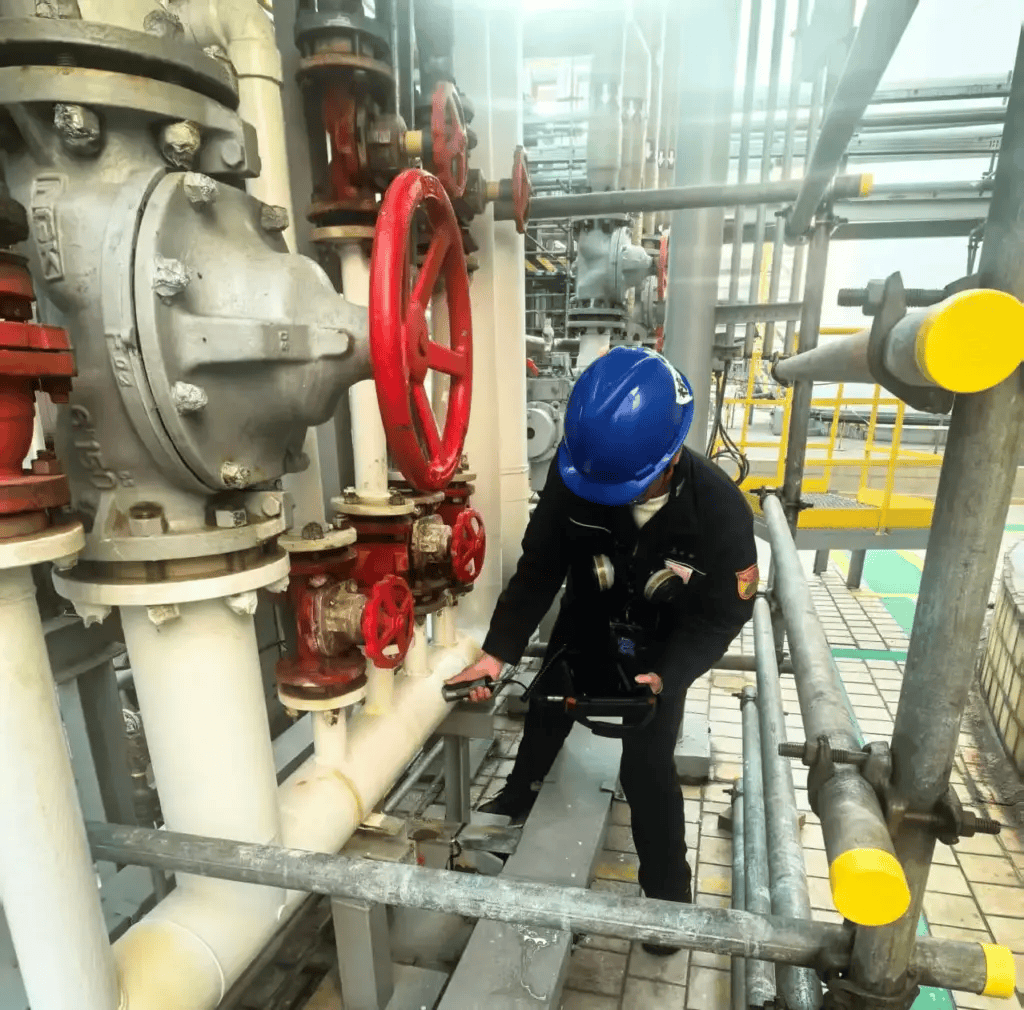
Рис. 6. Поиск утечки
Клапан №1
Тип клапана: перепускной клапан (дисковый затвор).
Результат: 19,8 л/мин.
Среда / давление: топливный газ (H₂, CO, CH₄), 3 МПа.
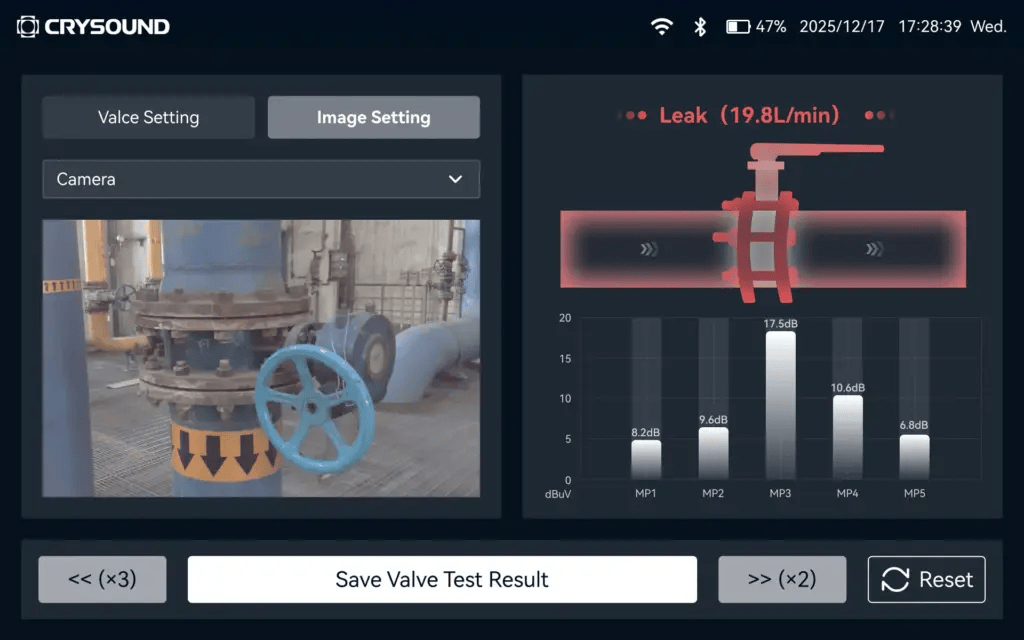
Рис. 7. Результаты инспекции клапана №1
Клапан №2
Тип клапана: пробковый кран.
Результат: 1,7 л/мин.
Среда / давление: генераторный газ (преимущественно CO), 2,5 МПа.
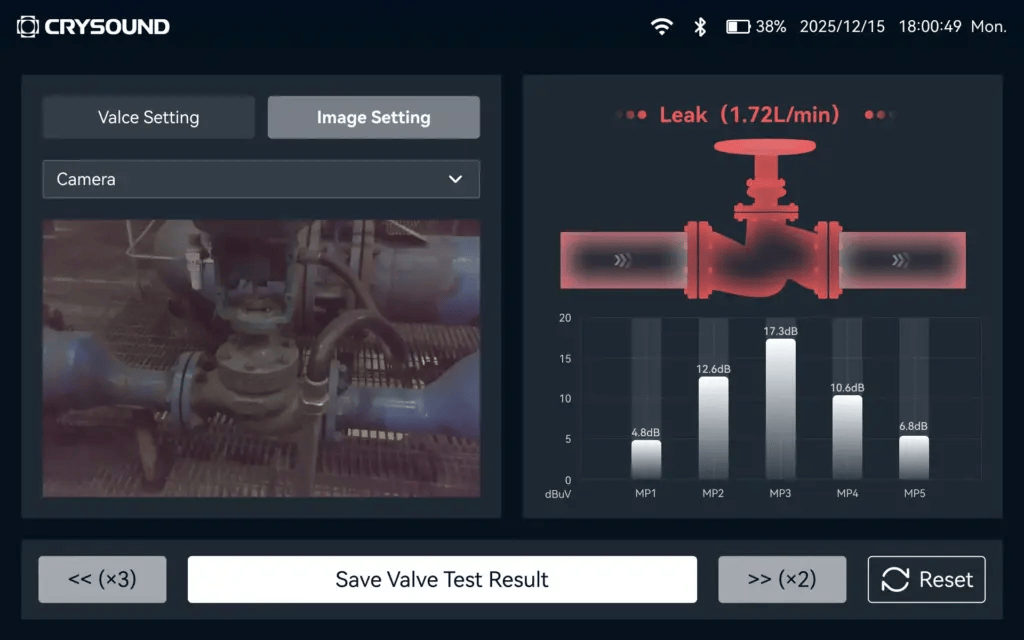
Рис. 8. Результаты инспекции клапана №2
Практика применения: расширенный кейс с цифрами отрасли
Реальные цифры из отрасли: 5 100 л/мин утечки на 20 клапанах, $14 млн потерь на четырёх НПЗ, 770 т водорода в год через один клапан = 23 100 т недовыпущенной продукции. Источник – MISTRAS/Physical Acoustics.
Масштаб проблемы: зачем искать утечки до аварии
Два клапана из примера – не единичный случай. Внутренние утечки клапанов – системная проблема промышленных предприятий. Вот несколько цифр, которые объясняют масштаб.
Потери продукта. При обследовании одной морской платформы акустико-эмиссионным методом за чуть более часа было протестировано 20 клапанов. Суммарная утечка составила около 5 100 л/мин – это 4 500 тонн в год. На одном нефтехимическом заводе четыре 24-дюймовых регулирующих клапана теряли через затворы более 2 500 тонн продукта в год каждый. Одна нефтяная компания по результатам аудита четырёх НПЗ оценила потери от внутренних утечек клапанов в 14 млн долларов (по данным MISTRAS Group / Engineer Live).
Вторичные эффекты. На одном НПЗ водород был узким местом производства: каждая тонна водорода позволяла выпустить 30 тонн продукции. Акустическая инспекция выявила регулирующий клапан, который терял 770 тонн водорода в год на факел. Это эквивалент 23 100 тонн недовыпущенной продукции в год.
Стоимость простоя. По данным Американского института химических инженеров (AIChE), потери от остановки установки каталитического крекинга мощностью 80 000 баррелей в сутки составляют от 340 000 до 1,7 млн долларов в день – в зависимости от маржинальности. По оценке McKinsey, упущенная прибыль от незапланированных простоев для среднего НПЗ составляет 20–50 млн долларов в год при сравнении медианных и лучших показателей отрасли.
Как это связано с методом Crysound. Контактная ультразвуковая диагностика позволяет проводить обследование без остановки производства. Инспектор получает оценку расхода утечки для каждого клапана и может ранжировать их по степени критичности. Это не замена ремонта – это инструмент для принятия обоснованных решений: какой клапан требует немедленного вмешательства, а какой можно включить в план следующей плановой остановки.
Значения расхода, полученные акустическим методом – это оценки на основе эмпирической корреляции между уровнем ультразвукового сигнала и физическим расходом, а не прямые измерения. Для задачи приоритизации ремонта такая оценка достаточна: клапан с расходом порядка 20 л/мин однозначно требует внимания раньше, чем клапан с расходом порядка 2 л/мин – однако точность конкретной цифры зависит от типа клапана, среды и перепада давления, воспринимать её следует как индикативную, а не метрологическую.
Методика поиска утечек: воспроизводимые измерения в 5 точках
Подтверждение рабочего состояния
Убедитесь в наличии перепада давления и по возможности изолируйте мешающие ответвления.
Ключевые шаги
- Закройте проверяемый клапан.
- Откройте клапаны до и после контролируемого участка.
- Подтвердите по манометрам перепад давления до и после клапана и убедитесь, что ΔP > 0,1 МПа.
Ориентируйтесь на рисунок ниже.
- При проверке на утечку клапана A: откройте клапаны B и C, закройте клапаны A и D.
- При проверке на утечку клапана B: откройте клапаны A и C, закройте клапаны B и D.
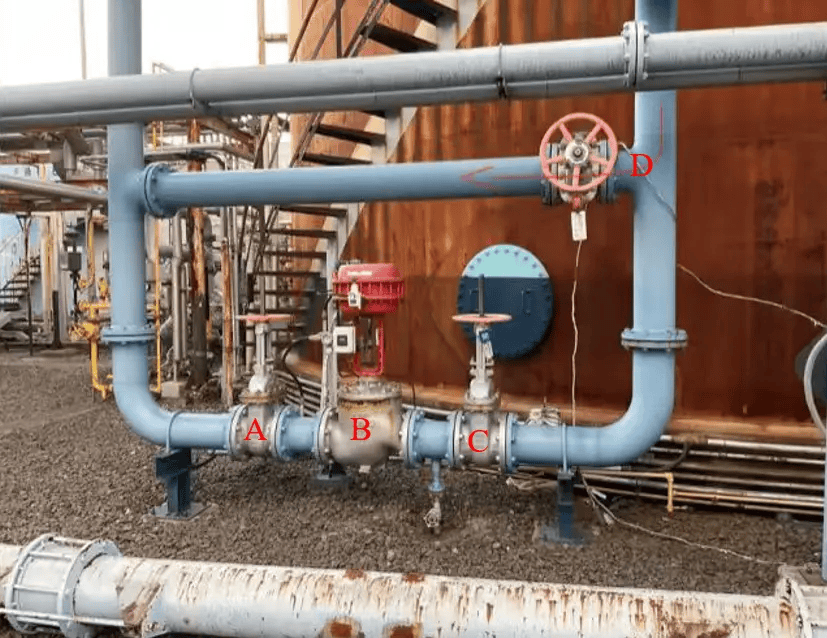
Рис. 9. Расположение клапанов
Выбор точек измерения (MP1–MP5)
Последовательность измерений: участок до клапана → запорный элемент → участок после клапана.
MP3: в зоне затвора клапана.
MP2: на расстоянии 1–2 диаметров трубопровода (D) до клапана.
MP1: до клапана на расстоянии 2–3D от MP2. В ограниченном пространстве расстояние MP1–MP2 допускается уменьшить до 0,5D.
MP4: на расстоянии 1D после клапана.
MP5: после клапана на расстоянии 1–2D от MP4 (рекомендуется выбирать точку на стенке трубы сразу за фланцем клапана). В ограниченном пространстве расстояние MP5–MP4 допускается уменьшить до 0,5D.
D = диаметр трубопровода
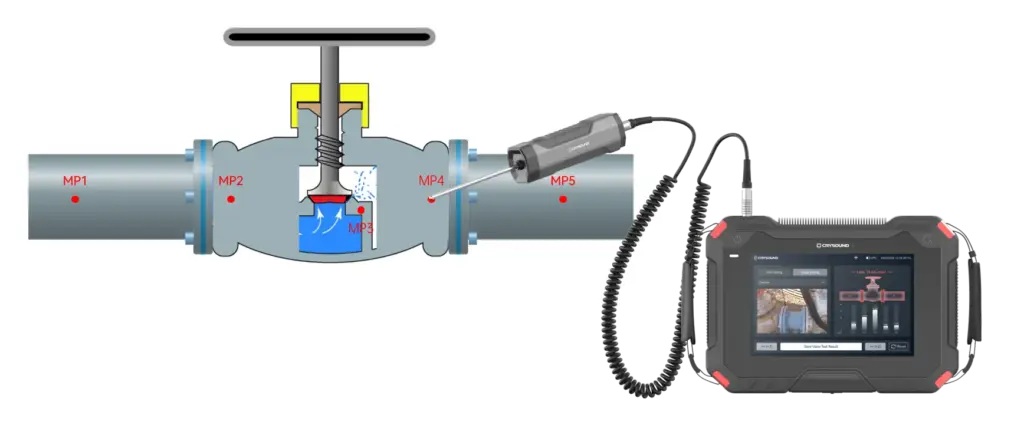
Рис. 10. Схема расположения точек измерения
Примечание: для небольших резьбовых клапанов без фланцев расстояние между точками измерения должно составлять не менее трех диаметров трубы (3D).

Рис. 11. Схема расположения точек измерения на небольшом клапане
Часто задаваемые вопросы
Мы собрали типичные вопросы по обнаружению внутренних утечек клапанов. Ответы помогут разобраться в применении метода и подобрать эффективное решение для конкретных задач.
- для низких температур (ниже −20 °C) и высоких температур (выше 50 °C) — игольчатый контактный датчик;
- для диапазона от −20 °C до 50 °C — керамический контактный датчик.
- задвижки
- пробковые краны
- запорно-регулирующие клапаны
- шаровые краны
- обратные клапаны
- дисковые затворы
- игольчатые клапаны
- предохранительные клапаны
- пережимные клапаны.





