MFL. Факторы, влияющие на измерительные возможности метода
Метод поиска утечки магнитного потока (Magnetic flux leakage / MFL) применяется для контроля коррозии больших площадей в короткие сроки. Наиболее частное применение – контроль наземных резервуаров в нефтехимической отрасли. Что влияет на возможность измерения дефектов?
Исследование метода MFL
Статья посвящается исследованию основных переменных составляющих метода поиска утечки магнитного потока (MFL). Эти переменные влияют на надёжность, воспроизводимость и точность измерений дефектов в процессе проведения контроля. Внешние факторы, влияющие на возможность измерения дефектов, такие как чистота условий контроля в работе не рассматриваются. Из исследований исключены посторонние переменные, которые могут оказывать влияние на: MFL сигнал, насыщенности (магнитной), процесс калибровки или геометрические параметры дефектов.
Результаты, показанные в статье, сообщают, что слабая насыщенность зоны контроля — это главный фактор, влияющий на неправильное измерение дефектов. Следовательно, для преодоления мешающего фактора — слабой насыщенности — предложен новый подход к калибровке. Новый подход к измерению дефектов исследуется и эмпирически проверяется в работе.
Перевод на русский и адаптацию текста выполнил Ведущий инженер отдела NDT Борисков Ю.В.
Magnetic Flux Leakage (MFL) — метод поиска утечек магнитного потока (MFL)
Метод поиска Утечек Магнитного Потока (MFL) — это разновидность неразрушающего контроля, который широко используется для контроля дна в конструкциях наземных резервуаров для хранения жидких продуктов. Метод MFL превосходно подходит для этого благодаря возможности быстрого охвата больших площадей. А значит, что оборудование, реализующее метод MFL, способно быстро выводить подробную информацию о местоположении и критичности обнаруживаемых дефектов.
Однако, получаемая точность, воспроизводимость и надежность измерений дефектов методом MFL пока ещё беспокоит сообщество, применяющее этот метод. В статье эмпирически и теоретически исследуются взаимозависимость и последствия подходов к калибровке, наведённого магнетизма и геометрических особенностей дефектов. Устранение мешающих факторов поможет значительно улучшить метод и повысить надёжность измерений дефектов резервуаров.
В начале рассматривается принцип метода MFL применительно к контролю дна конструкций резервуаров. Затем в общих чертах обсуждаются подходы к калибровке, наведенного магнетизма и геометрические особенности дефектов. В продолжении этого исследуются и описываются два подхода к калибровке. Для каждого подхода к калибровке по очереди предоставляются результаты, которые рассматриваются в части возможности учитывать изменение наведённого магнетизма.
В завершении рассматривается влияние геометрических особенностей дефектов на возможность измерения этих дефектов методом MFL. С помощью простого анализа показывается, что возможность точного измерения дефектов существует, если предварительно изучить эти геометрические особенности. В конце статьи приводятся замечания и дальнейшие горизонты для исследований.
Принцип метода MFL и факторы, влияющие на возможность измерения дефектов
В работе рассматривается тип оборудования реализующее MFL, которое применяется в контроле дна конструкций наземных резервуаров. Типовая сканирующая часть оборудования MFL состоит из: тележки, на которой установлено ярмо. Ярмо выполнено из постоянного магнита, которое насыщает зону контроля магнитным полем.
При нахождении сканирующей части оборудования MFL в непосредственной близости от дефекта, за пределами контролируемого материала формируется поле из вытесненных дефектом магнитных потоков — утечки магнитного потока [1]. Между двумя полюсами магнитного ярма расположена решётка из магнитных сенсоров, она улавливает утечки магнитного потока и преобразует их в сигнал. В идеале, чем больше дефект, тем больше он вытесняет из материала магнитное поле — утечка больше. Калибровка оборудования MFL основана на сигналах различного уровня, которые получают от искусственных дефектов с известными размерами разной величины.
Прибегая к литературным источникам и опираясь на опыт работы настоящей статьи, установлено три фактора, оказывающих влияние на правильность измерения дефектов, это: калибровка, наведённый магнетизм и геометрические особенности дефекта. Эти факторы рассматриваются в [2,3] с целью повышения точности измерения дефектов.
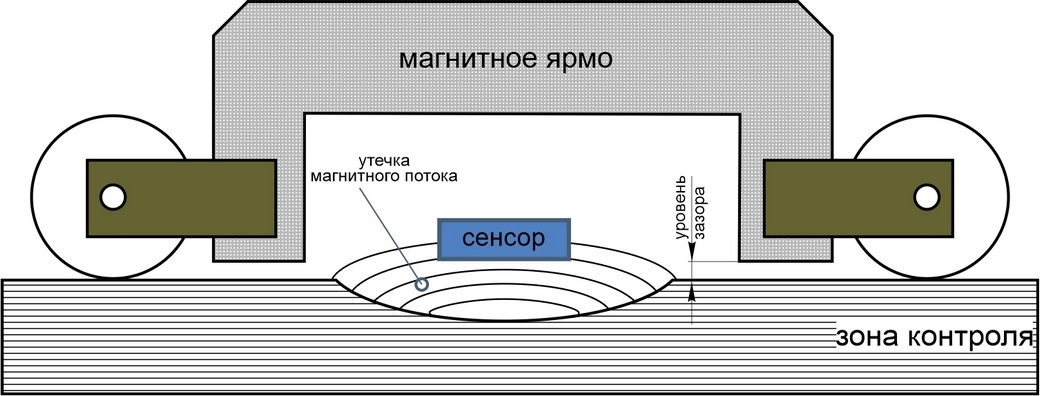 Рисунок 1. Схема конструкции сканирующей части оборудования метода MFL.
Рисунок 1. Схема конструкции сканирующей части оборудования метода MFL.2.1 Калибровка
Калибровка устанавливает зависимость степени утечки магнитного потока от глубины дефекта1 (1калибровки, которые явно приводят к неточностям в измерениях дефектов в данной работе не учитываются). Установленная зависимость применяется для измерения дефектов, обнаруженных в ходе проведения контроля. Глубина дефекта — это наиболее критический параметр, который оценивается при контроле дна конструкции наземных резервуаров. Поскольку геометрические особенности дефекта могут влиять на характер утечки магнитного потока, то зависимость, установленная при калибровке, справедлива только для дефектов с аналогичной геометрией. Если произведённые измерения неточные, в то время, как калибровка правильная, тогда возможные причины ошибки измерений дефекта2 (2разное расположение: с верхней или нижней поверхностей, или пространственная ориентация) в других факторах: уровень наведённого магнетизма и/или геометрические особенности дефекта.
2.2. Наведенный магнетизм
При использовании в качестве источника магнитного поля постоянного магнита контролировать мощность наведённого магнетизма, передаваемого в зону контроля, сложно. Прежде всего переменная толщина объекта приводит к изменению уровня наведённого магнетизма зоны контроля. Остаточный уровень магнетизма зоны контроля является ключевым фактором, который может повлиять на процесс калибровки, воздействуя на характер утечки магнитного потока. Если состояние уровень магнетизма в ходе калибровки отличается от магнетизма в зоне контроля, то скорее всего измерение дефекта будет неточным.
После одного прохода сканером по зоне контроля, эта зона может иметь одно из трех магнитных состояний: слабое, идеальное, перенасыщенное. Зависит от мощности намагничивания оборудования MFL. Ниже показана серия изображений с описанием того, как эти три магнитных состояния могут существовать в зоне контроля.
2.2.1 Идеальное насыщение

Магнетизм — это зависимость магнитной проницаемости и как таковой «неохотно» выходит за пределы среды распространения, если только не попадёт в более проницаемый материал. При идеальном насыщении объекта магнитные потоки «вытекают» из материала объекта контроля в случае если на пути встречается дефект.
Если при каждом проходе сканером MFL достигается идеальное насыщение, то утечки магнитного потока из симметричных дефектов создают стабильные сигналы. Погрешности возможны только если естественный дефект сильно отличается от калибровочного. Идеальное насыщение зоны контроля редко возможно, поэтому необходимо учитывать два других магнитных состояния.
2.2.2 Слабое насыщение

Состояний слабой насыщенности много. Очевидно, что все эти состояния находятся до того момента, когда достигается идеальное насыщение. Если не учитывать слабое насыщение зоны контроля, это может привести к ошибкам в измерении дефектов и их воспроизводимости3 (3в слабо насыщенных зонах обнаружение дефектов в принципе под вопросом).
Если пройти сканером MFL несколько раз по одной и той же слабо насыщенной полосе зоны контроля один и тот же дефект может создавать отличающиеся друг от друга утечки магнитного потока. А если пройти сканером по той же полосе в обратном направлении, то дефект может создать даже более сильную утечку магнитного потока по сравнению с нескольким предыдущими проходами в первоначальном направлении. Такая переменчивость связана с величиной магнитного поля содержащегося в пределах зоны контроля.
Эта величина обусловлена кривой Гистерезиса и критична для метода MFL. Условие контроля, находящееся не в точке насыщения, означает что состояние магнитного поля зоны контроля после этапов контроля, проведенных ранее (история контроля объекта) может повлиять на утечки магнитного потока в будущем [4].
Следовательно, если ожидается слабое насыщение в зоне контроля, крайне важно это учесть в процессе калибровки оборудования MFL.
2.2.3 Перенасыщение
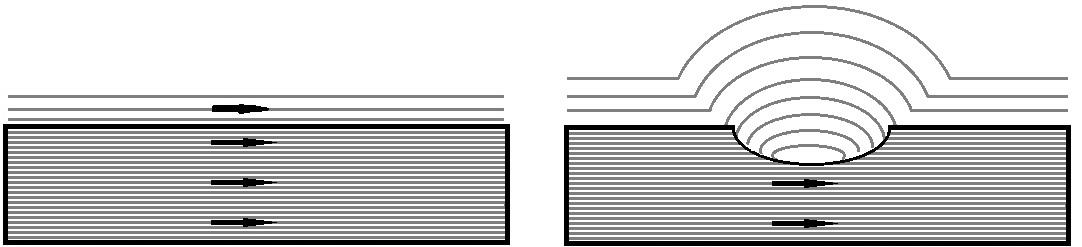
Перенасыщение — это когда часть магнитного потока протекает за пределами материала зоны контроля в независимости есть дефект или нет. Эмпирически доказано, что если зона контроля перенасыщена, то повторяемые проходы сканером MFL в любом направлении при наличии симметричного дефекта приведут к стабильной утечки магнитного потока, то есть история контроля объекта не имеет значения.
Умеренное перенасыщение, вероятно, предпочтительнее, так как утечки магнитного потока от дефекта, деформируют магнитные потоки, находящиеся вблизи материала зоны контроля, и дефект проще обнаружить4 (4при этом уровень зазора между решёткой магнитных сенсоров и поверхностью контроля должен быть увеличен относительно используемого в случаях идеального или слабого насыщения). Таким образом утечка будет выделяться на общем фоне зоны контроля.
Если знать состояние насыщения зоны контроля, то можно объяснить многие явления. Но главная цель работы - это понять, как слабое насыщение влияет на измерения дефектов и, насколько его важно учитывать в процессе калибровки.
В частности, при контроле слабо насыщенных зон дефектоскопист должен обязательно понимать, что потенциальное колебание результатов измеренного дефекта зависит от надлежащего соотношение калибровки и насыщения. Результаты работы показывают, если в процессе калибровки предпринять соответствующие меры для слабой насыщенности, тогда можно достичь возможности точного измерения дефектов. Однако, если одну и ту же полосу зоны контроля пройти во взаимно противоположных направлениях и сравнить результаты, размер полученного дефекта будет отличаться, это неизбежно и является следствием природы эффекта слабого насыщения.
Главная проблема контроля слабо насыщенной зоны — это изменение магнитного состояния этой зоны во время калибровки. Более того, зона контроля, к которой применяется калибровка (то есть дно конструкции наземного резервуара) по умолчанию считается не намагниченной. Проходы сканером MFL в одном направлении, выполняемые во время калибровки, могут учесть положение по умолчанию, фиксируя уровень магнетизма, присутствующий в калибровочной зоне в некоторой еще неизвестной точке.
2.3 Размеры дефекта
Геометрическое разнообразие дефектов может влиять на точность измерения дефектов. Взаимосвязь между геометрическими особенностями дефектов и соответствующей утечкой магнитного потока сложна и нелинейна [5]. В близко-, идеально- или перенасыщенной зонах контроля одни и те же объёмные дефекты могут создавать отличающиеся сигналы MFL. Также возможно, что большие по объёму дефекты имея геометрические отличия могут создавать меньшую утечку магнитного потока из-за уровня магнетизма в зоне контроля5 (5рассматриваются дефекты цилиндрической формы глухие около 80% глубиной и сквозные).
Происхождение объекта контроля — это ещё одна переменная в измерении размеров дефектов. Однако установление происхождения объекта контроля выходит за рамки данной статьи, и для уменьшения количества переменных предполагается, что происхождение известно6 (6недавно технологии на основе MFL смогли идентифицировать происхождение объекта контроля — материал изготовления — и размер дефекта соответственно).
Результаты измерения дефектов
Проводилось два отдельных исследования для того, чтобы прояснить, как калибровка, наведённый магнетизм и геометрические параметры дефектов влияют на возможность измерения дефектов.
- В начале исследовались процессы калибровки и наведённые уровни магнетизма на дефектах одной геометрии.
- Во втором исследовании изучали влияние нескольких геометрических вариантов дефектов на возможность их измерения в условиях идеального насыщения.
3.1 Исследование калибровки и наведённого уровня магнетизма
Чтобы изучить взаимосвязь между уровнем наведённого магнетизма и калибровки, выполнили две разные калибровки. Условно назовём их: стандартный подход к калибровке и новый подход к калибровке. Стандартный подход к калибровке не учитывал слабо насыщенные зоны контроля. Процесс нового подхода к калибровке учитывал возможность слабого насыщения. Описание образцов для исследования приводится далее.
3.1.1 Образцы для испытаний
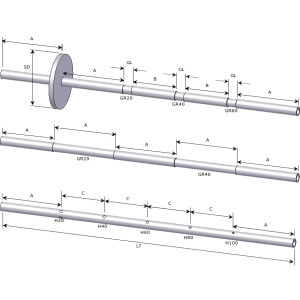
Для образцов использовались листы из мало углеродистой стали толщинами 6мм, 8мм, 10мм, 12мм и 16мм. Образцы использовались, как калибровочные, так и в качестве объекта контроля. Искусственные дефекты в образцах выполнены сферической фрезой диаметром 22мм7 (7сферическая фреза хорошо подходит для выполнения искусственных дефектов похожих на естественную коррозию) и расположены в середине каждого образца на расстоянии друг от друга. Дефекты располагались на 4х различных глубинах. В общем целом образцы имеют стандартную для Silverwing Floormap конфигурацию. Глубина дефектов показана на рисунке ниже.
В промышленности этот образец известен, как эталонный (иногда, как калибровочный) и используется для создания сопоставления между дефектами известной геометрии и амплитудой MFL сигнала — калибровки.
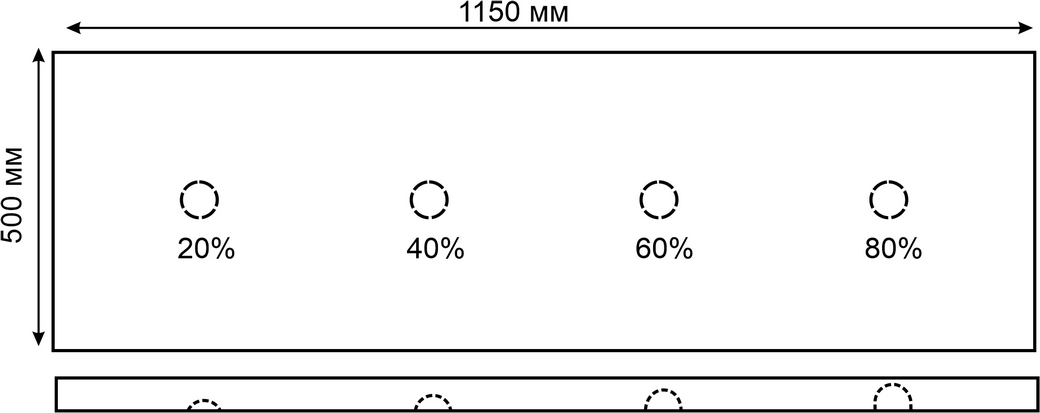 Рисунок 2. Стандартный эталонный (калибровочный) образец.
Рисунок 2. Стандартный эталонный (калибровочный) образец.3.1.2 Процедура испытания
Оба указанных подхода к калибровке испытывались на образцах путём выполнения в общей сложности по 16 проходов сканером MFL (исключая калибровочные проходы). Сначала выполнялось 8 проходов с образцом, размещённым дефектами вверх, так что они были видны. Первые 4 прохода (1-4й) производились, начиная с дефекта глубиной 20% до дефекта глубиной 80%. Дефекты фиксировались серединой решётки сенсоров. Следующие 4 прохода (5-8й) производились таким же способом, но в обратном направлении от дефекта глубиной 80% до дефекта глубиной 20%. Потом образец переворачивали дефектами вниз (теперь дефекты не видны) и производили 4 прохода (9-12й) от дефекта глубиной 20% до дефекта глубиной 80%. И, наконец, последние 4 прохода (13-16й) производили от дефекта глубиной 80% до дефекта глубиной 20%. Начало и окончание движения при каждом проходе было в бездефектной зоне на краях образца. В целом описанная процедура повторялась 3 раза, чтобы наработать статистику.
В продолжении описание каждого калибровочного процесса и представление результатов с описанием, где необходимо.
3.2 Стандартный подход к калибровке
Стандартный подход к калибровке с использованием любой из указанных выше эталонных образцов:
- Проход в направлении от дефекта 20% до дефекта 80% со сбором данных. Дефекты располагались сверху.
- Проход в направлении от дефекта 80% до дефекта 20%. Дефекты располагались сверху.
- Перевернули образец дефектами вниз.
- Проход в направлении от дефекта 20% до дефекта 80% со сбором данных. Дефекты располагались снизу.
- Проход в направлении от дефекта 80% до дефекта 20%. Дефекты располагались снизу.
Данные собранные с образца, в момент положения дефектов сверху не представлены здесь из-за ограничений статьи по объёму. Однако, имеющиеся на основе этих данных предположения, содержатся в соответствующем разделе8 (8все графики доступны по запросу).
С помощью стандартного подхода к калибровке измерение дефектов на верхней поверхности слабо насыщенной зоны контроля зависит от магнитного состояния эталонного образца перед началом калибровки. Без дополнительной проверки нельзя определить, хорошо ли стандартный подход к калибровке будет работать на слабо насыщенных зонах контроля при измерении дефектов на верхней поверхности.
Контроль слабо насыщенной зоны при стандартном подходе к калибровке неизбежно занижает показания от дефектов на нижней поверхности. Если перед проходом сканера MFL с захватом данных о полях утечек был проход в противоположном направлении, то это создаёт расширение полей утечек, исходящих из калибровочных дефектов, которые не повторятся в зоне контроля, если только сначала не пройтись сканером в обратном направлении.
Повторение проходов слабо насыщенной зоны сканером откалиброванным стандартным подходом в одном и том же направлении не приведет к точному измерению дефектов, расположенных, как на верхней, так и на нижней сторонах зоны контроля, а также не приведёт к определению материала зоны контроля. Потому что наведённый магнетизм эталонного образца до начала калибровки является неизвестным. Проход сканером в противоположном направлении предоставит ограниченную информацию о состоянии нижней части зоны контроля9 (9из-за того, что проход с захватом данных в момент расположения дефектов на нижней поверхности (4), после прохода в противоположном направлении, когда дефекты располагались на верхней поверхности образца (2)).
Резюмируя, проведение контроля зон со слабым насыщением со стандартным подходом к калибровке:
- одинаково можно получить как, завышенные, так заниженные или даже точные измерения дефектов, расположенных на верхней поверхности, нужен дублирующий метод подтверждения;
- возможен пропуск дефектов, расположенных на обратной стороне;
- нет достоверной информации о материале контроля.
Точного измерения дефектов можно достигнуть при контроле идеально насыщенных или перенасыщенных объектов.
3.2.1 Результаты испытаний стандартного подхода к калибровке
Анализ дефектов на нижней поверхности зон с идеальным насыщением или перенасыщением.
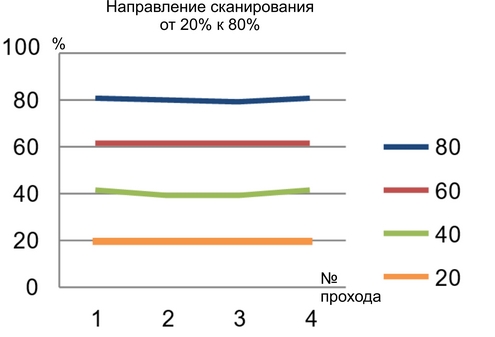
Рисунок 3. Образец толщиной 6мм
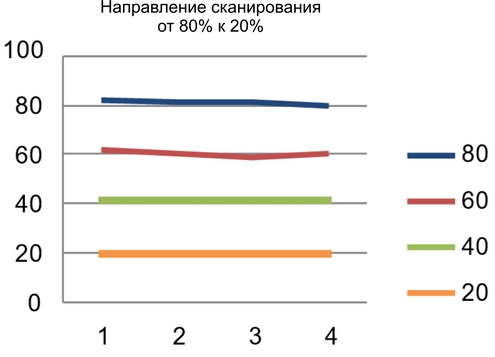
Рисунок 4. Образец толщиной 6мм
Анализ дефектов на нижней поверхности зон со слабым насыщением.
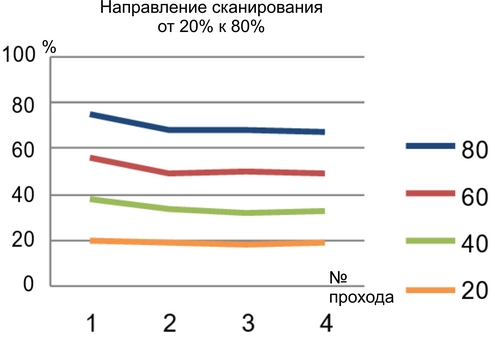
Рисунок 5. Образец толщиной 12мм
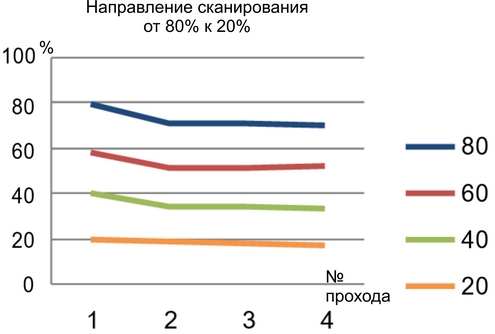
Рисунок 6. Образец толщиной 12мм
3.2.2 Комментарии к результатам исследований стандартного подхода к калибровке
На рисунках 3 и 4 видно, что для контроля объекта с идеальным насыщением, не требуется калибровка, учитывающая слабое насыщение.
Проходы сканера 1 и 2 на рисунках 5 и 6 показывают, что при контроле слабо насыщенной зоны, ранее наведённый магнетизм оказывает влияние на переменность показаний измеренных дефектов.
Рисунок 5 показывает, что происходит недооценка размеров дефектов в слабо насыщенной зоне контроля, если используется стандартный подход к калибровке. За исключением случаев, когда сначала выполняется маловероятный сценарий — проход в противоположном направлении. И даже это не гарантирует точного измерения дефекта, поскольку дефект расположен на нижней поверхности. Дефекты, глубина которых 80%, в лучшем случае измеряются, как 72% и стабильно, как 70%.
Рисунок 6 показывает, что точность измерения дефектов на нижней поверхности в слабо насыщенной зоне контроля возможна только если выполнить сначала проход сканером в противоположном направлении текущей зоны контроля (проход 1: показывает точное измерение). В противном случае дефект глубиной 80% измеряется, как 70%.
Из рисунков 5 и 6 видно, что повторные проходы сканером в том же направлении (проходы 2,3 и 4) в слабо насыщенной зоне приводят к равномерной недооценке всех дефектов, кроме дефекта глубиной 20%. Если в слабо насыщенной зоне контроля выполнить один проход сканером от дефекта глубиной 20% к дефекту 80%, а после два прохода от дефекта глубиной 80%, к дефекту 20%, то расхождение в измерениях наиболее заметны у более крупных дефектов.
Предположения касательно результатов (которые не представленных здесь), полученных от эквивалентных дефектов на верхней поверхности, подтвердились. Однако, точность измерений дефектов в слабо насыщенных зонах контроля достигается при выполнении калибровочного процесса в направлении от дефекта глубиной 20% к дефекту 80%. Все другие проходы, выполненные до калибровки, приведут к деградации этой калибровки. Использование такой калибровки приведёт к недооценке дефектов.
3.3 Новый подход к калибровке
Новый подход к калибровке выполняется на похожий манер, но важно обратить внимание, что направление второго и четвертого проходов отличается. Сбор данных то же отличается.
- Проход в направлении от дефекта 20% до дефекта 80%. Дефекты располагались сверху.
- Проход в направлении от дефекта 20% до дефекта 80% со сбором данных. Дефекты располагались сверху.
- Перевернули образец дефектами вниз.
- Проход в направлении от дефекта 20% до дефекта 80%. Дефекты располагались снизу.
- Проход в направлении от дефекта 20% до дефекта 80% со сбором данных. Дефекты располагались снизу.
Уровни магнетизма, наведённого во время калибровки, теперь находятся под контролем. Это означает, что весь калибровочный процесс теперь не зависит от остаточного магнетизма. В калибровочном процессе отсутствуют проходы сканером во взаимно противоположных направлениях. И магнетизм будет аналогичен ожидаемому на дне конструкции резервуара.
Следовательно, можно предположить, что:
Калибровка подойдёт для контроля зон без магнетизма. Такие допущения, как применимость калибровки и объект контроля без магнетизма, можно проверить. Если новый подход к калибровке используется для контроля эквивалентной зоны без магнетизма, обеспечивая желаемых результат, то калибровка приемлема. Проверить есть ли магнетизм в зоне контроля можно, выполнив повторный проход сканером в том же направлении, что и предыдущий. Если результаты похожие, то магнетизма нет. Если разница в результатах есть то, это признак наличия остаточного магнетизма, который присутствовал до того, как был начат контроль. Следовательно, уровень намагничивания, используемый в калибровке не совпадает с состоянием зоны контроля. Это значит, что в измерения необходимо внести поправки. В этом случае можно учесть несоответствие, либо для повышения достоверности измерения дефектов, выполнить повторный проход сканером зоны в том же направлении. Это приведёт к эквивалентному уровню наведённого магнетизма, который был при калибровке. При этом может потребоваться сначала выполнить проход сканером, чтобы обнаружить дефект, затем повторно произвести проход сканером, чтобы измерить дефект (такой подход всё ещё имеет преимущество перед использованием других дорогостоящих методов).
Новый подход к калибровке устраняет проблемы стандартного подхода к калибровке, обеспечивая в части применения контроля дна конструкции наземных резервуаров:
-
точное измерение дефектов, если при каждом проходе сканером зона контроля слабо, идеально или перенасыщена;
-
точные измерение дефектов, расположенных на верхней или нижней поверхностях при первом проходе слабо насыщенной зоны контроля, если предполагается отсутствие магнетизма;
-
измерения дефектов можно проверить с помощью выполнения повторного прохода сканером зоны в том же направлении (т.е. новый подход к калибровке позволяет проверить наведенный магнетизм на предмет соответствия тому, что наблюдалось во время калибровки);
-
применимость нового подхода к калибровке можно проверить путём повторного прохода сканером зоны в том же направлении. Если магнитное состояние зоны контроля соотносится с магнитным состоянием, созданным во время калибровки, то первое и второй проходы должны быть аналогичны;
-
информация о составе материала объекта контроля. Если в зоне контроля обнаружен дефект, похожий на калибровочный, и при втором проходе в том же направлении была получена глубина дефекта, скажем, 50%, а дублирующий метод контроля (измерение глубины ямки коррозии или ультразвуковая толщинометрия) показывает глубину 40%, это значит (если калибровка или геометрия дефекта не являются причиной несоответствия размеров), что состав материала зоны контроля отличается от калибровочного и, следовательно, состав материала необходимо учесть при калибровке;
-
будет намеренное10 (10можно занизить размер, но практически целесообразнее завышенные размеры) увеличение размеров дефектов при первом проходе сканером в противоположном направлении, но затем при повторных проходах будут получены стабильные результаты11 (11чтобы проверить результаты, нужно выполнить только один проход сканером в том же направлении, что и предыдущий проход и нельзя выполнять проход в обратном направлении).
3.3.1 Результаты нового подхода к калибровке
Анализ дефектов на нижней поверхности зон с идеальным насыщением или перенасыщением.
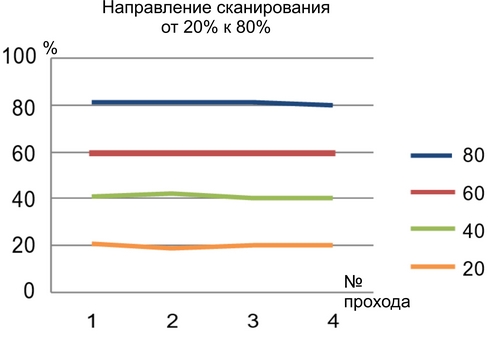
Рисунок 7. Образец толщиной 6мм
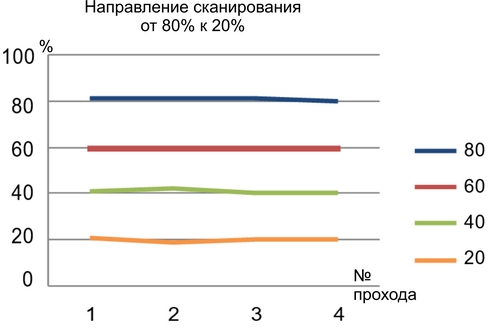
Рисунок 8. Образец толщиной 6мм
Анализ дефектов на нижней поверхности зон со слабым насыщением.
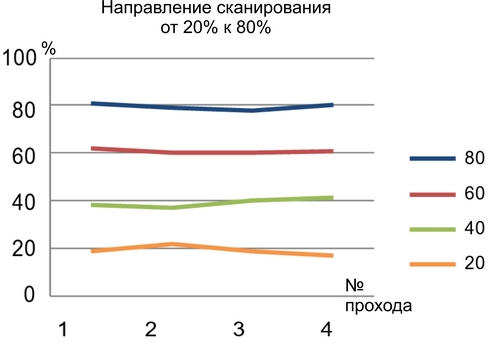
Рисунок 9. Образец толщиной 12мм
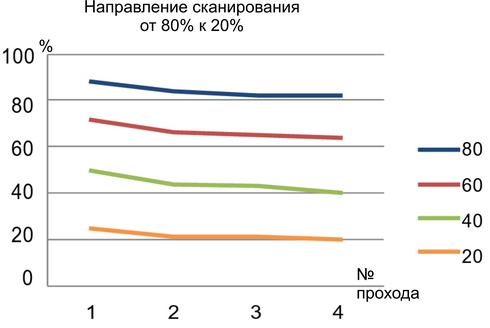
Рисунок 10. Образец толщиной 12мм
3.3.2 Комментарии к результатам исследований нового подхода к калибровке
Рисунки 7 и 8 показывают, что остаточное насыщение после истории контроля не влияют на качество измерений дефектов (сравните с Рисунками 3 и 4).
На рисунке 9 показано, если условия калибровки и зоны контроля имеют похожие уровни наведённого магнетизма, тогда дефекты, расположенные на нижней поверхности зоны контроля, будут измерены с наибольшей вероятной точностью (сравните с Рисунком 5).
На рисунке 10 показано, что при первом проходе сканером в обратном направлении приводит к завышению размеров дефектов, например, дефект глубиной 80% измеряется, как 89%. Но точность измерения восстанавливается, если зону пройти сканером снова в том же направлении. (сравните с Рисунком 6).
На рисунке 10 показан первый проход, который выполнен сканером в противоположном направлении. Потребуется два дополнительных прохода в той же зоне в том же направлении, чтобы вернуться к заданному в ходе калибровки уровню магнетизма. Другими словами, если обнаружен дефект, нужно повторить проход сканером этой же зоны в том же направлении. Если дефект так же выявляется с аналогичным показанием, это свидетельство, что уровни магнетизма во время калибровки и контроля соответствуют друг другу. Таким образом при идеальных условиях, если возникает неточность в измеренных дефектах, следствием этого может быть уже какой-либо другой фактор, например, геометрические особенности дефекта (рассмотрено ниже). Если повторное проход сканером приводит к меньшему количеству регистрируемых дефектов, тогда причина может заключаться в качестве исполнения процесса контроля.
Следует отметить, что для проверки калибровки использовались эквивалентные зоны контроля без магнетизма. Достигнутые результаты были точно такие, как ожидалось, измеренные дефекты были идентичны представленному на Рисунке 9.
3.4 Графики переменных
Результаты, полученные при контроле слабо насыщенных зон.
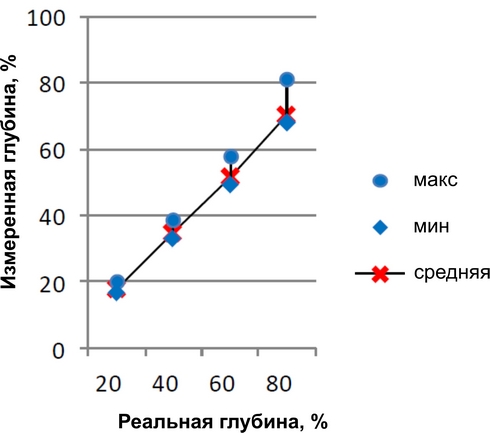
Рисунок 11: Стандартный подход к калибровке
Низкая средняя недооценки дефектов
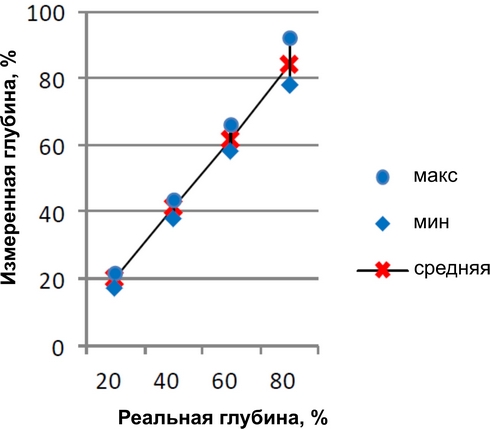
Рисунок 12: Новый подход к калибровке
Незначительная переоценка дефектов
3.4.1 Комментарии к графикам переменных
Из-за слабого насыщения и прохода сканером в противоположном направлении для обоих подходов к калибровке необходим больший запас по колебанию измеряемых показаний, чем при контроле насыщенных зон. Если исключить проходы сканером в противоположном направлении (что разумно, так как противоположные проходы сканером маловероятны в реальном процессе контроля), колебание измеренных значений сильно уменьшилось бы.
На рисунке 11 видно, что при стандартном подходе к калибровке средняя измеренных значений дефектов демонстрирует заниженные показания, например, дефект глубиной 60% в среднем измеряется, как 51,3%. Максимальные измеренные значения для каждого дефекта соответствуют фактическому значению дефекта. Но, к сожалению, таких результатов трудно достигнуть во время контроля реальных объектов.
На рисунке 12 видно, что при новом подходе к калибровке результаты в среднем улучшаются. Средняя измеренных значений располагается чуть выше требуемых.
Максимальные измеренные значения на обоих рисунках можно рассматривать, как крайне маловероятное показания. Поскольку получение максимальных значений является следствием сбора данных в зоне после выполнения прохода сканером в противоположном направлении. Такое вряд ли будет выполнятся во время контроля реальных объектов. Поэтому целесообразно пренебречь максимальными измеренными значениями. Это повлечёт к:
-
снижению колебания показаний для обоих подходов к калибровке, причём для нового подхода это улучшит показатели, а для стандартного – ухудшит;
-
улучшению средней показаний при использовании нового подхода к калибровке, сдвигая её ближе к реальным значениям;
-
ухудшению средней показаний при использовании стандартного подхода к калибровке, при этом с увеличением глубины ухудшение средней усугубляется;
-
поскольку максимальных измеренных значений при использовании стандартного подхода к калибровке вряд ли достичь на реальных объектах контроля, истинное колебание показаний можно принять между средней и минимальными значениями, поэтому в действительности дефекты, вероятно, будут иметь заниженные измеренные значения;
-
по причинам, указанным выше, колебание показателей при использовании нового подхода к калибровке можно рассматривать между средней и минимальными значениями, что очевидно улучшает измеряемые показания дефектов.
3.5 Выводы о калибровке и наведении магнетизма
Не имеет значения история контроля магнитными методами, так как зона контроля локально насыщается в момент прохода сканером MFL. Историю контроля и направление прохода сканера следует учитывать в процессе калибровки только тогда, когда оборудование MFL не может локально насытить зону контроля12 (12область дальнейших исследований — это влияние ширины магнитного ярма на изменение наведённого магнетизма).
Новый подход к калибровке позволяет существенно улучшить измерение дефектов в слабо насыщенных зонах контроля. Вероятность точного измерения дефектов намного выше, чем при стандартном подходе к калибровке на объектах со слабым насыщением.
Новый подход к калибровке разработан для объектов контроля, которые предполагаются без магнетизма13 (13эксперименты на образцах показали, что калибровка позволяет хорошо измерять дефекты). Важно отметить, что результаты, полученные на образцах (которые до этого не контролировались), подтвердили надёжность нового подхода к калибровке в части измерения дефектов.
С помощью нового подхода к калибровке также можно исследовать уровень магнетизма и состав материала объекта контроля, выполнив повторный проход сканером по зоне контроля. Эта возможность проверить соответствие уровня наведённого магнетизма при калибровке и контроле, что важно, так как:
- В Мире существует различные стандарты стали. Определение различий стали в зонах контроля и калибровочного образца это реальная возможность, которая должна быть более изучена.
- Предположение, что зона контроля без магнетизма можно проверить.
Очевидно, что новый подход к калибровке поможет улучшить точность измерения дефектов в слабо насыщенных зонах контроля.
Геометрические параметры дефектов
Чтобы исследовать эффекты, вызванные геометрическими параметрами дефекта, выполнена подходящая калибровка и насыщение зоны контроля толщиной 6 мм.
Контролируемый объект имел такие же размеры, как на Рисунке 2. Искусственные дефекты имели цилиндрическую форму с плоским дном, что отличается от калибровочных дефектов.
Дефекты имели диаметры: 1 мм, 2 мм, 3 мм, 5 мм, 10 мм. Указанные дефекты выполнялись на трёх глубинах: 25%, 50%, 75%.

4.1 Результаты измерения дефектов
|
Ø дефекта |
10мм |
5мм |
3мм |
2мм |
1мм |
|
75% |
75% |
43% |
27% |
25% |
0% |
|
50% |
65% |
36% |
21% |
19% |
0% |
|
25% |
44% |
23% |
0% |
0% |
0% |
Таблица 1. Измеренные дефекты, расположенные на нижней поверхности.
|
Ø дефекта |
10мм |
5мм |
3мм |
2мм |
1мм |
|
75% |
81% |
48% |
28% |
21% |
0% |
|
50% |
70% |
40% |
21% |
18% |
0% |
|
25% |
40% |
27% |
0% |
0% |
0% |
Таблица 2. Измеренные дефекты, расположенные на верхней поверхности.
4.1.1 Комментарии к измерениям размеров дефектов
Обе таблицы показывают, что геометрические параметры дефектов влияют на измерение дефектов. Измерение неточно, если калибровочные дефекты отличаются от геометрии дефектов на объекте контроля. Из-за этого стандартный подход к калибровке не подходит, потому что утечка магнитного потока в зоне контроля с дефектом отличается от утечки магнитного потока в зоне калибровочного дефекта. Чем больше разница в геометрии между дефектами объекта контроля и калибровочными, тем больше расхождение в измерении. Если до начала контроля была бы известна геометрия ожидаемых дефектов, то для калибровки на образце можно было бы выполнить калибровочные дефекты нужной формы. Тем самым можно было бы создать более подходящую калибровку, а измерение дефектов были бы точнее. Однако, в практике такого нет, так как до начала контроля не известно, какие дефекты будут обнаружены. Очевидно, что информацию о геометрии дефекта нужно получить, как только его обнаружили, чтобы можно было применить подходящий способ его изменения. Для быстрого определения геометрии дефекта, необходимо его изображение или определение специфических признаков в сигналах MFL, которые отличаются от сигналов во время калибровки. Получив информацию о геометрии дефекта, можно в последствии произвести более точное измерение.
4.2 Форма дефекта и измерение размера
Для исследования геометрии и представления образа дефекта рассматривались два дефекта одинаковой глубины и разной геометрии. Дефекты располагались на верхней поверхности образца толщиной 6мм и имели следующие параметры:
- дефект №1 – прямоугольный, глубина 3мм, ширина 10мм, объём 300мм3;
- дефект №2 – цилиндрический конус, глубина 3мм, диаметр 10мм, объём 78,5мм3.
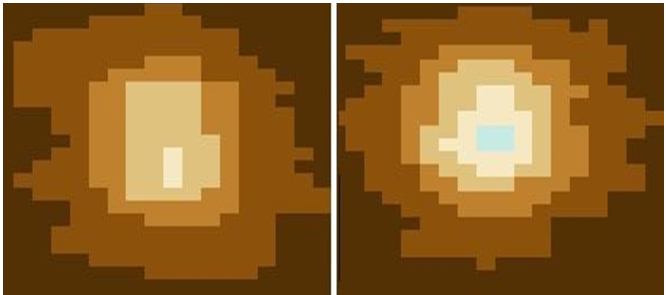
Рисунок 13. Изображения дефектов имеют явные различия. Изображение построено с помощью MFLi14 (14 программное обеспечение для создания образа дефекта на основе MFL сигналов).
4.2.1 Комментарии к форме и измерениям размеров дефекта
Как ожидалось, дефект, отличающийся от калибровочного, измерен неточно. Однако, на рисунке 13 показано, что в методе MFL существует возможность создания образа дефекта, по которому дефектоскопист может определить геометрию дефекта, отличающегося от калибровочного дефекта, и выполнить соответствующие измерения15 (15нужно специализированное обучение) этого дефекта.
4.3 Заключение о геометрии дефектов
Геометрические особенности дефектов влияют на точность измерения. При разработке технологической карты по изменению размера дефекта, необходимо описать и создать образ дефекта.
Если определить геометрию дефекта, то его можно более точно перемерить. Например, известно, что традиционно метод MFL завышает крупные дефекты и недооценивает малые глухие дефекты цилиндрической формы. Зная классификацию, можно учитывать в технологической карте дополнительный процесс по измерению дефекта.
Производился подробный анализ геометрии крупных дефектов и глухих дефектов цилиндрической формы, которые теперь легко можно идентифицировать, это область дальнейших исследований16 (16за подробностями обращайтесь к авторам статьи).
Финальные заключения
Намагничивание и калибровка
Независимо от уровней намагничивания, результаты показывают, что точное и воспроизводимое измерение дефекта возможно в диапазоне контролируемых зон17 (17все графики доступны по запросу), если геометрия дефекта напоминает калибровочные дефекты и, если используется подходящий подход к калибровке. Вкратце, если уровни насыщения учитываются, то неточности в измерении дефекта будут следствием только лишь из-за различий в геометрии дефектов18 (18 очевидно, что большое влияние на измерения также оказывает опыт дефектоскописта и условия контроля).
Касательно нового подхода к калибровке ясно, что до определенного ограничения, точность измерения дефекта возможна на слабо насыщенных зонах контроля. Для метода MFL, описанного в данной статье, может быть, что первоначальные 5% дефектов, обнаруженных на дне конструкции резервуаров, должны подтверждаться с помощью дублирующего метода, как например, УЗК, чтобы удостовериться в точности полученного методом MFL размера дефекта. Более того, новый подход к калибровке может определять уровень намагниченности или состав зоны контроля.
Считается, что предложенный новый подход к калибровке является значительным улучшением, на который не влияет такой мешающий фактор, как слабое насыщение зоны контроля.
Следует также отметить, что наибольшие колебание показаний наблюдается при измерении крупных дефектов. Это из-за объёма. Объёмные дефекты по своей природе способны вызывать большие утечки магнитного потока. Этот результат важен для практики на местах, поскольку многие стратегии технического обслуживания основаны на информации о дефектах в диапазоне 30% -40%.
Было показано, что насыщенные поверхности не зависит от истории контроля и направления прохода сканером. Это важно, потому что если в насыщенной зоне контроля трудно произвести измерения, то это, вероятно, вследствие геометрических отличий дефектов объекта контроля и калибровочных (или внешних переменных).
Наружное покрытие может оказывать влияние на измерение дефектов из-за того, что его толщина покрытия добавляет уровень зазора между магнитным ярмом и поверхностью контроля, таким образом ослабляя магнитное поле, которое насыщает зону контроля на всю толщину листа. Покрытие должно учитываться в ходе выполнения калибровки. Ошибку в измерении дефекта можно компенсировать, если знать толщину покрытия заранее. Это область для дальнейших исследований.
Геометрия дефектов
Было показано, что геометрия дефекта влияет на измерение дефекта. Однако, появляется возможность создания образа дефекта, который позволяет определить геометрию дефекта на месте контроля; Одно из таких возможностей предоставляет MFLi. В ближайшем будущем есть надежда, что с появлением и развитием этого и других инструментов, дефекты будут оцениваться с большей точностью и большей достоверностью - это определенная область дальнейших исследований.
В заключение, в части контроля дна конструкции резервуаров методом MFL показано, что геометрия дефектов, подход к калибровке и насыщение зоны контроля являются важными факторами в измерении и воспроизводимости дефектов.
Литературные источники
- Y. Sun and Y. Kang. Magnetic mechanisms of the magnetic flux leakage nondestructive testing. Appl. Phys. Lett. 2013; 103184104.
- J. C. Drury and A. Marino Procontrol, A comparison of the Magnetic Flux Leakage and Ultrasonic methods in the detection and measurement of corrosion pitting in ferrous plate and pipe. Presented at the 15th World Conference in Rome 2000
- J. C. Drury, MAGNETIC FLUX LEAKAGE TECHNOLOGY.
- Thomas L. Gilbert. A Phenomenological Theory of Damping in Ferromagnetic Materials. IEEE TRANSACTIONS ON MAGNETICS vol 40. No. 6. November 2004.
- P. C. Charlton. A theoretical and experimental study of the magnetic flux leakage method for the analysis of corrosion defects in carbon steel plate. PhD Thesis, Swansea institute of higher education, 1995.